





 |
SQC802S - STATISTICAL QUALITY CONTROL - 1ST OPP - NOV 2022 |
|
|
1 Page 1 |
▲back to top |
nAml BIA UnlVERSITY
OF SCIEnCE Ano TECHnOLOGY
FACULTY OF HEALTH AND APPLIED SCIENCES
DEPARTMENT OF MATHEMATICS
I QUALIFICATION:
PROGRAMME
I CODE:
I COURSE CODE:
I SESSION:
I DURATION:
BACHELOR OF SCIENCE HONOURS IN APPLIED MATHEMAT-
ICS AND STATISTICS
08BSHS
I LEVEL: 8
SQC802S
NOV 2022
3 HOURS
COURSE
I NAME:
I PAPER:
I MARKS
I STATISTICAL QUALITY CONTROL
THEORY
100
FIRST
I EXAMINER
I MODERATOR
OPPORTUNITY
EXAMINATION QUESTION PAPER
I Dr. Jacob Ong'ala
I Prof Sathiya Appunni
INSTRUCTION
1. Answer all the questions
2. Show clearly all the steps in the calculations
3. All written work must be done in blue and black ink
THIS QUESTION
PERMISSIBLE MATERIALS
Non-programmable calculator without cover
PAPER CONSISTS OF 7 PAGES (including the front page and
attachments)
1
|
|
2 Page 2 |
▲back to top |

QUESTION ONE - 25 MARKS
(a) Suppose that we have a product (produced under 3-sigma) consisting of an assembly of 100
independent components or parts and all 100 of these parts must be non-defective for the
product to function satisfactorily. What is the probability that any specific unit of product
is non-defective
[3 mks]
(b) Why would a typical automobile company manufacturing particular vehicles with about
100,000 components each use six-sigma instead of five-sigma for assessing their quality per-
formance?
[5 mks]
(c) Consider the Shewhart .'i control chart with two-sigma limits
(i) Find the probability that a single point falls outside the limits when the process is in
control
[2 mks]
(ii) what sample number will produce an out-of control signal
[2 mks]
(iii) Calculate the standard deviation of the average run length
[2 mks]
(d) A manufacturer of components for automobile transmissions wants to use control charts
to monitor a process producing a shaft. The resulting data from 20 samples of 4 shaft
diameters that have been measured are:
LXi 20
= 10.275
i=l
and
LR;= 20
1.012
i=l
(i) Find the control limits that should be used on the x and R control charts.
[6 mks]
(ii) Find the probability of detecting a shift of 0.8cr in thefirst sample if the process is
monitored under 3 sigma.
[3 mks]
(iii) What is the expected number of samples that must betaken before the shift is detected
[2 mks]
QUESTION TWO - 18 MARKS
(a) Select one specific product and one service of your choice, and discuss how the eight dimen-
sions of quality impact its overall acceptance by consumers
[8 mks]
2
|
|
3 Page 3 |
▲back to top |
(b) Quality and process improvement occurs most effectively on a project-by-project basis.
DMAIC is a structured five-step problem-solving procedure that can be used to success-
fully complete projects by proceeding through and implementing solutions that are designed
to solve root causes of quality and process problems, and to establish best practices to en-
sure that the solutions are permanent and can be replicated in other relevant business
operations. Explain the five steps in DMAIC process (stating clearly the goalandactivities
in each step)
[10 mks]
QUESTION THREE - 24 MARKS
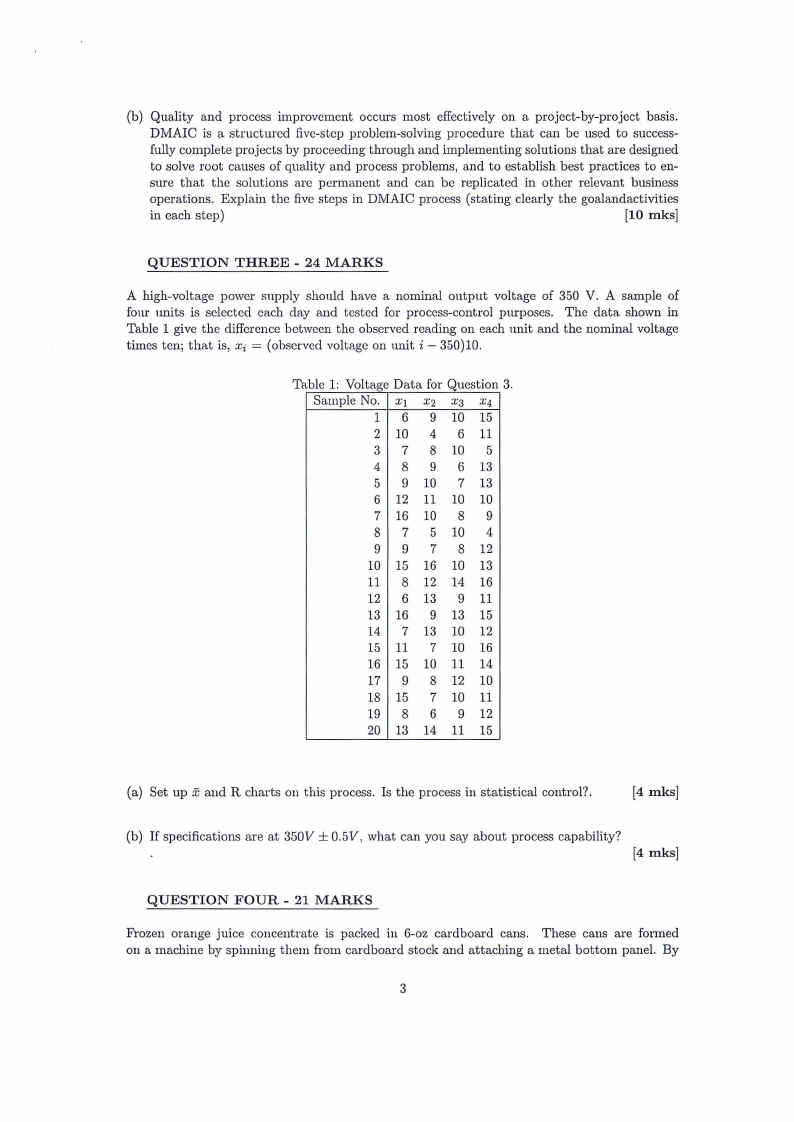
A high-voltage power supply should have a nominal output voltage of 350 V. A sample of
four units is selected each day and tested for process-control purposes. The data shown in
Table 1 give the difference between the observed reading on each unit and the nominal voltage
times ten; that is, Xi = (observed voltage on unit i - 350)10.
Table 1: Voltage Data for Question 3.
Sample No. XI x2 X3 X4
1 6 9 10 15
2 10 4 6 11
3 7 8 10 5
4 8 9 6 13
5 9 10 7 13
6 12 11 10 10
7 16 10 8 9
8 7 5 10 4
9 9 7 8 12
10 15 16 10 13
11 8 12 14 16
12 6 13 9 11
13 16 9 13 15
14 7 13 10 12
15 11 7 10 16
16 15 10 11 14
17 9 8 12 10
18 15 7 10 11
19 8 6 9 12
20 13 14 11 15
(a) Set up x and R charts on this process. Is the process in statistical control?.
[4 mks]
(b) If specifications are at 350V ± 0.5V, what can you say about process capability?
[4 mks]
QUESTION FOUR - 21 MARKS
Frozen orange juice concentrate is packed in 6-oz cardboard cans. These cans are formed
on a machine by spinning them from cardboard stock and attaching a metal bottom panel. By
3
|
|
4 Page 4 |
▲back to top |
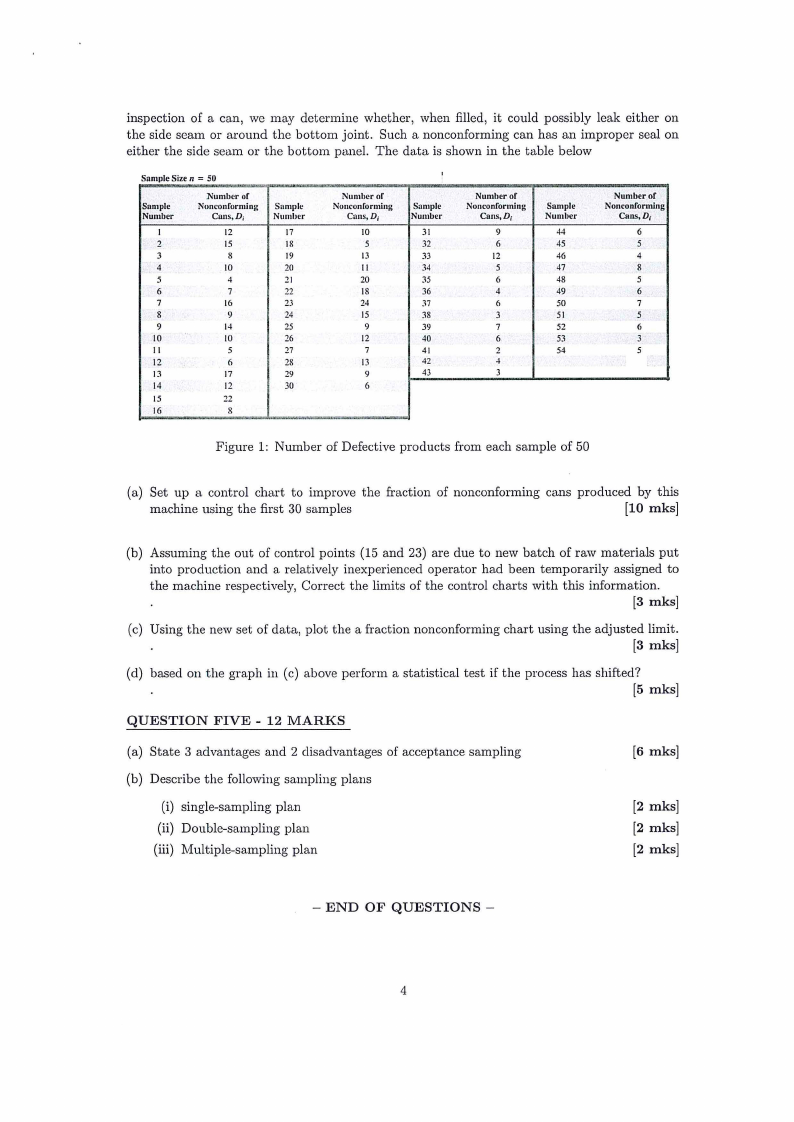
inspection of a can, we may determine whether, when filled, it could possibly leak either on
the side seam or around the bottom joint. Such a nonconforming can has an improper seal on
either the side seam or the bottom panel. The data is shown in the table below
= Sample Size n 50
Sample
Number
.Number or
Nonconforming
Cnns,D;
I
12
2
15
3
8
4
10
5
4
6
7
7
16
8
9
9
14
10
10
II
5
12
6
13
17
14
12
15
22
16
8
Sample
Number
17
18
19
20
21
22
23
24
25
26
27
28
29
30
-
Number of
Nonconforming
Cans, D;
JO
5
13
II
20
18
24
15
9
12
7
13
9
6
S:1mple
Number
31
32
33
34
35
36
37
38
39
40
41
42
43
Number or
Nonconforming
Cans,D,
9
6
12
5
6
4
6
3
7
6
2
4
3
Sample
Number
44
45
46
47
48
49
50
51
52
53
54
Number of
Nonconforming
Cons,D 1
6
5
4
8
5
6
7
5
6
3
5
Figure 1: Number of Defective products from each sample of 50
(a) Set up a control chart to improve the fraction of nonconforming cans produced by this
machine using the first 30 samples
[10 mks]
(b) Assuming the out of control points (15 and 23) are due to new batch of raw materials put
into production and a relatively inexperienced operator had been temporarily assigned to
the machine respectively, Correct the limits of the control charts with this information.
[3 mks]
(c) Using the new set of data, plot the a fraction nonconforming chart using the adjusted limit.
[3 mks]
(d) based on the graph in (c) above perform a statistical test if the process has shifted?
[5 mks]
QUESTION FIVE - 12 MARKS
(a) State 3 advantages and 2 disadvantages of acceptance sampling
(b) Describe the following sampling plans
(i) single-sampling plan
(ii) Double-sampling plan
(iii) Multiple-sampling plan
[6 mks]
[2 mks]
[2 mks]
[2 mks]
- END OF QUESTIONS -
4
|
|
5 Page 5 |
▲back to top |
---------- ---·-----·· ------·--·-···---------
:.c:c
-
Chari fur An~mJ!c.."i
Chart rurStandard DcYiations
Obsen·otions
In
S.Umple,n
Fudors fur
Control UmiLc;;
A
,1,
AJ
Fnctors for
Cl•nll'r Linl'
c,
11c,
factors fur Control l..imits
n, H, n, n.
2
:!.121 I.HSU 2.659 0.7979 1.2533 ()
3
um 1.732
1.954 0.8862 1.1284 ()
3.267 0
2.568 I)
2.606
::!.276
4
1.500 0.7.29 1.6:!S 0.921J 1.0~54 (I
2.166 0
2.088
5
1.342 0.577 1.427 0.9400 1.0638 ()
2.089 0
1.964
6
1.225 U.483 1.287 0.9515 1.0510 0.030 1.970 O.o2'J 1.874
7
1.134 0.419 1.182 IJ.95')4 1.(1-123 0.118 1.882 IJ.113 1.8116
8
1.061 0.373 1.099 0.%50 1.0363 0.185 1.815 0.17') 1.751
9
1.(1()0 0.337 1.()32 0.9693 1.0317 0.239 1.761 0.23:! 1.707
IO 0.949 0.308 0.975 0.9727 1.0281 0.284 1.716 0.276 1.669
II
0.905 0.285 0.927 0.9754 1.0152 0.321 1.679 0.313 1.637
12
0.866 0.26<1 0.886 0.9776 1.0229 0.354 1.646 IJ.346 J.611)
13 0.S32 0.249 0.850 0.9794 J.02JO 0.382 1.618 0.374 1.585
14 0.802 0..:!35 0.817 0.9SJ(J 1.0194 0.406 1.594 0.3'J<J 1.563
15 0.775 0.~3 0.789 0.982.1 1.0180 0.428 1.572 0.421 1.544
16 0.750 0.21:! 0.76.l 0.9835 1.0168 0.448 1.55:! 0.440 1.526
17 0.728 0.203 0.739 0.9845 1.0157 ll.466 1.534 0.458 1.51 I
18 0.707 0.194 0.718 0.9854 1.0148 U.482 1.518 0.475 1.4%
19 0.688 0.187 0.698 0.9862 1.0140 0.497 1.503 0.490 1.483
20
0.671 0.180 0.(,80 0.9S69 1.01:13 0.510 1.4')0 0.511-1 1.470
21
0.655 0.173 0.663 IJ.9876 1.11126 0.523 1.477 0.516 1.459
22
0.640 0.167 0.647 0.9882 1.0119 0.5.14 1.466 0.528 1.448
23 0.626 0.162 0.633 0.9887 1.0114 0.545 1.455 0.539 1.438
24
0.612 0.157 0.619 ll.9892 1.0ll~J 0.555 1.445 0.5-19 1.4~9
25
0.600 0.153 0.606 0.989(1 J.0!05 0.565 1.435 0.559 1.4:!0
fodors ror
Center Linc
d,
J/d1
1.128 0.8865
1.693 0.5907
2.059 0.4857
2.326 0.4299
2.534 0.3946
2.7(1-1 0.3698
2.847 0.3512
2.970 0.3367
3.078 0.3249
3.173 0.3152
3.258 0.3069
3.336 0.2998
3.407 0.2935
3.472 0.2880
3.532 0.2831
3.588 0.2787
3.640 0.2747
3.(,89 0.2711
].735 0.2677
3.778 0.2647
3.819 0.2618
3.858 0.2592
3.895 0.2567
3.931 0.2544
Chart for R:lllj!l'S
Factors ror Contnll LhnUs
dJ o, o, DJ D,
0.853
0.888
0.880
0.86-1
0.848
0.833
0.820
0.808
0.797
0.787
0.778
0.770
0.763
0.756
0.750
0.7-14
0.739
0.734
0.729
0.724
0.720
0.716
0.712
0.708
0
3.686
0
4.358
0
4.698
0
4.918
0
5.078
0.2(1-1 5.2(1-1
(J.388 5.306
0.547 5.393
0.687 5.469
0.811 5.535
0.922 5.594
1.025 5.6-17
I.I 18 5.696
1.203 5.741
1.282 5.782
1.356 5.820
1.424 5.856
1.487 5.891
1.549 5.921
1.605 5.951
1.659 5.979
J.7)() 6.006
1.759 6.031
1.806 6.056
0
0
0
0
0
ll.076
0.136
0.184
0223
0.256
0.283
0.:307
0.328
0.347
0.363
0.378
0.391
0.403
0.415
0.425
0.434
0.-143
0.451
0.459
3.267
2.574
2.282
2.114
2.(JO.I
1.924
J.864
1.816
1.777
1.744
1.717
1.693
1.672
1.653
1.637
1.622
1.608
1597
1.585
1.575
1.566
1557
1.548
1.541
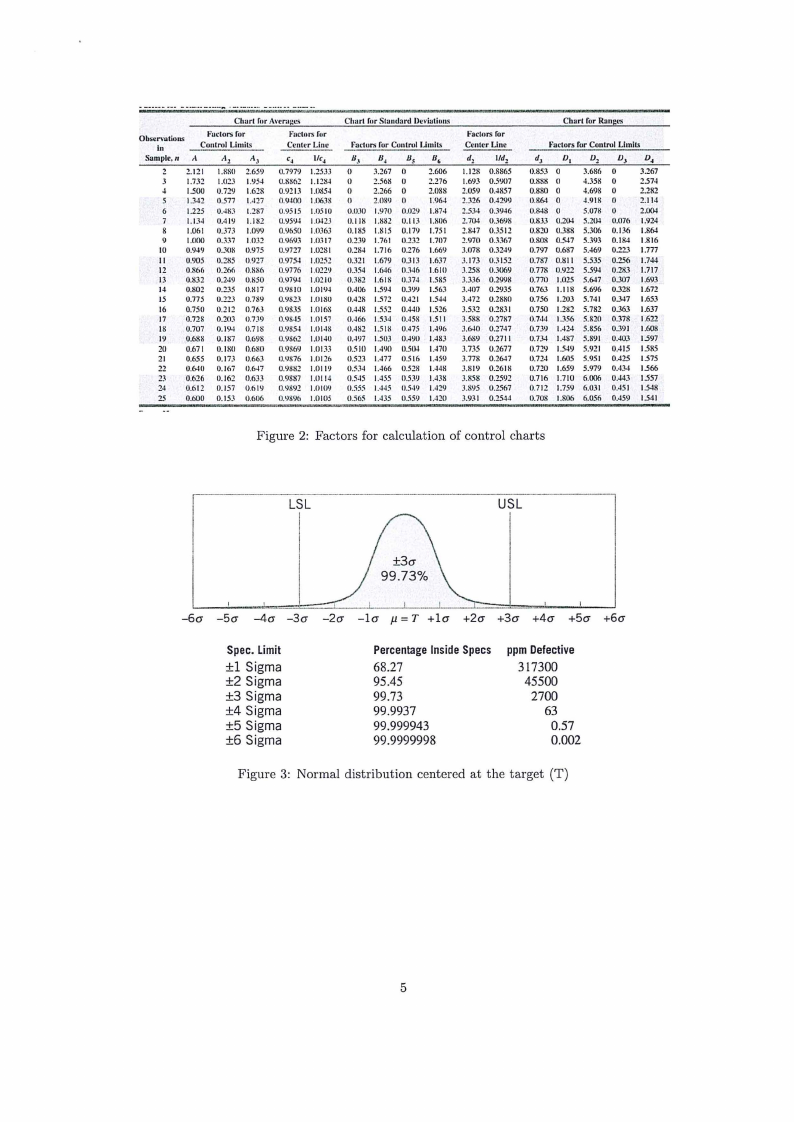
Figure 2: Factors for calculation of control charts
LSL
USL
-6a -5a -4a -3a -2a -la µ = T +la +2a +3a +4a +5a +6a
Spec.Limit
±1 Sigma
±2 Sigma
±3 Sigma
±4 Sigma
±5 Sigma
±6 Sigma
PercentageInsideSpecs ppmDefective
68.27
317300
95.45
45500
99.73
2700
99.9937
63
99.999943
0.57
99.9999998
0.002
Figure 3: Normal distribution centered at the target (T)
5
|
|
6 Page 6 |
▲back to top |
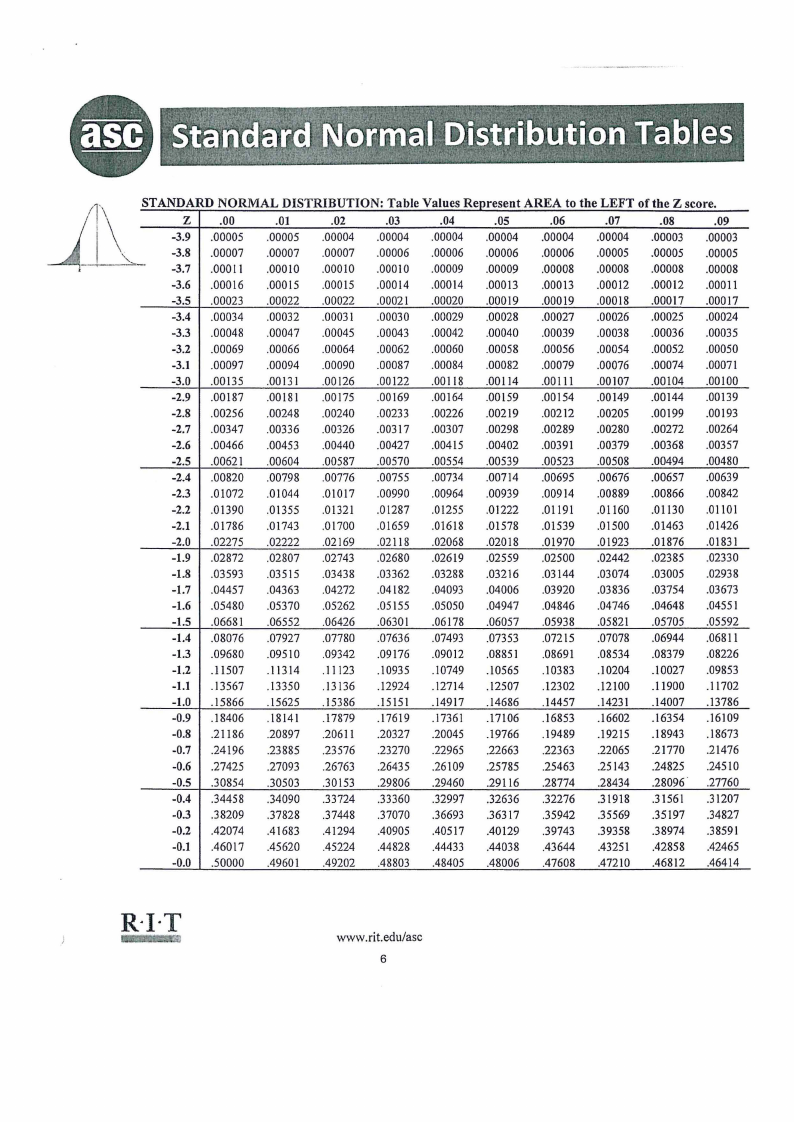
~TANDARD
NORMAL DISTRIBUTION : Table VIa ues Represent AREA tot he LEFT of the Z score.
z .00
.01
.02
.03
.04
.05
.06
.07
.08
.09
-3.9 .00005 .00005 .00004 .00004 .00004 .00004 .00004 .00004 .00003 .00003
-3.8 .00007 .00007 .00007 .00006 .00006 .00006 .00006 .00005 .00005 .00005
-3.7 .00011 .00010 .00010 .00010 .00009 .00009 .00008 .00008 .00008 .00008
-3.6 .00016 .00015 .00015 .00014 .00014 .00013 .00013 .00012 .00012 .00011
-3.5 .00023 .00022 .00022 .00021 .00020 .00019 .00019 .00018 .00017 .00017
-3.4 .00034 .00032 .00031 .00030 .00029 .00028 .00027 .00026 .00025 .00024
-3.3 .00048 .00047 .00045 .00043 .00042 .00040 .00039 .00038 .00036 .00035
-3.2 .00069 .00066 .00064 .00062 .00060 .00058 .00056 .00054 .00052 .00050
-3.1 .00097 .00094 .00090 .00087 .00084 .00082 .00079 .00076 .00074 .00071
-3.0 .00135 .00131 .00126 .00122 .00118 .00114 .00111 .00107 .00104 .00100
-2.9 .00187 .00181 .00175 .00169 .00164 .00159 .00154 .00149 .00144 .00139
-2.8 .00256 .00248 .00240 .00233 .00226 .00219 .00212 .00205 .00199 .00193
-2.7 .00347 .00336 .00326 .00317 .00307 .00298 .00289 .00280 .00272 .00264
-2.6 .00466 .00453 .00440 .00427 .00415 .00402 .00391 .00379 .00368 .00357
-2.S .00621 .00604 .00587 .00570 .00554 .00539 .00523 .00508 .00494 .00480
-2.4 .00820 .00798 .00776 .00755 .00734 .00714 .00695 .00676 .00657 .00639
-2.3 .01072 .01044 .01017 .00990 .00964 .00939 .00914 .00889 .00866 .00842
-2.2 .01390 .01355 .01321 .01287 .01255 .01222 .01191 .01160 .01130 .01101
-2.1 .01786 .01743 .01700 .01659 .01618 .01578 .01539 .01500 .01463 .01426
-2.0 .02275 .02222 .02169 .02118 .02068 .02018 .01970 .01923 .01876 .01831
-1.9 .02872 .02807 .02743 .02680 .02619 .02559 .02500 .02442 .02385 .02330
-1.8 .03593 .03515 .03438 .03362 .03288 .03216 .03144 .03074 .03005 .02938
-1.7 .04457 .04363 .04272 .04182 .04093 .04006 .03920 .03836 .03754 .03673
-1.6 .05480 .05370 .05262 .05155 .05050 .04947 .04846 .04746 .04648 .04551
-1.5 .06681 .06552 .06426 .06301 .06178 .06057 .05938 .05821 .05705 .05592
-1.4 .08076 .07927 .07780 .07636 .07493 .07353 .07215 .07078 .06944 .06811
-1.3 .09680 .09510 .09342 .09176 .09012 .08851 .08691 .08534 .08379 .08226
-1.2 .11507 .11314 .11123 .10935 .10749 .10565 .10383 .10204 .10027 .09853
-1.1 .13567 .13350 .13136 .12924 .12714 .12507 .12302 .12100 .11900 .11702
-1.0 .15866 .15625 .15386 .15151 .14917 .14686 .14457 .14231 .14007 .13786
-0.9 .18406 .18141 .17879 .17619 .17361 .17106 .16853 .16602 .16354 .16109
-0.8 .21186 .20897 .20611 .20327 .20045 .19766 .19489 .19215 .18943 .18673
-0.7 .24196 .23885 .23576 .23270 .22965 .22663 .22363 .22065 .21770 .21476
-0.6 .27425 .27093 .26763 .26435 .26109 .25785 .25463 .25143 .24825 .24510
-0.5 .30854 .30503 .30153 .29806 .29460 .29116 .28774 .28434 .28096' .27760
-0.4 .34458 .34090 .33724 .33360 .32997 .32636 .32276 .31918 .31561 .31207
-0.3 .38209 .37828 .37448 .37070 .36693 .36317 .35942 .35569 .35197 .34827
-0.2 .42074 .41683 .41294 .40905 .40517 .40129 .39743 .39358 .38974 .38591
-0.1 .46017 .45620 .45224 .44828 .44433 .44038 .43644 .43251 .42858 .42465
-0.0 .50000 .49601 .49202 .48803 .48405 .48006 .47608 .47210 .46812 .46414
R·I·T
www.rit.edu/asc
6
|
|
7 Page 7 |
▲back to top |
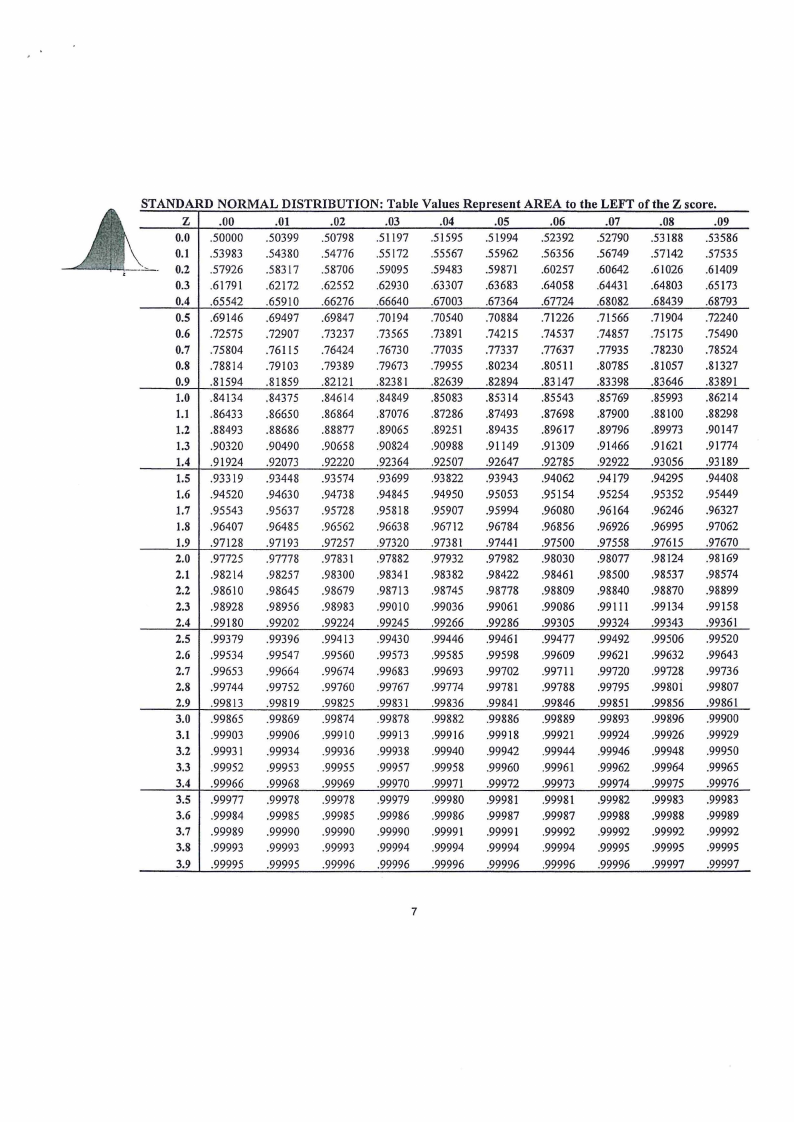
STANDARD NORMAL DISTRIBUTION : Table VaIucs R eprcsen t AREA t0 the LEFT 0 fth e Z score .
z .00
.01
.02
.03
. 04
.05
.06
.07
.08
.09
0.0 .50000 .50399 .50798 .51197 .51595 .51994 .52392 .52790 .53188 .53586
0.1 .53983 .54380 .54776 .55172 .55567 .55962 .56356 .56749 .57142 .57535
-'>-. 0.2 .57926 .58317 .58706 .59095 .59483 .59871 .60257 .60642 .61026 .61409
0.3 .61791 .62172 .62552 .62930 .63307 .63683 .64058 .64431 .64803 .65173
0.4 .65542 .65910 .66276 .66640 .67003 .67364 .67724 .68082 .68439 .68793
0.5 .69146 .69497 .69847 .70194 .70540 .70884 .71226 .71566 .71904 .72240
0.6 .72575 .72907 .73237 .73565 .73891 .74215 .74537 .74857 .75175 .75490
0.7 .75804 .76115 .76424 .76730 .77035 .77337 .77637 .77935 .78230 .78524
0.8 .78814 .79103 .79389 .79673 .79955 .80234 .80511 .80785 .81057 .81327
0.9 .81594 .81859 .82121 .82381 .82639 .82894 .83147 .83398 .83646 .83891
1.0 .84134 .84375 .84614 .84849 .85083 .85314 .85543 .85769 .85993 .86214
1.1 .86433 .86650 .86864 .87076 .87286 .87493 .87698 .87900 .88100 .88298
1.2 .88493 .88686 .88877 .89065 .89251 .89435 .89617 .89796 .89973 .90147
1.3 .90320 .90490 .90658 .90824 .90988 .91149 .91309 .91466 .91621 .91774
1.4 .91924 .92073 .92220 .92364 .92507 .92647 .92785 .92922 .93056 .93189
1.5 .93319 .93448 .93574 .93699 .93822 .93943 .94062 .94179 .94295 .94408
1.6 .94520 .94630 .94738 .94845 .94950 .95053 .95154 .95254 .95352 .95449
1.7 .95543 .95637 .95728 .95818 .95907 .95994 .96080 .96164 .96246 .96327
1.8 .96407 .96485 .96562 .96638 .96712 .96784 .96856 .96926 .96995 .97062
1.9 .97128 .97193 .97257 .97320 .97381 .97441 .97500 .97558 .97615 .97670
2.0 .97725 .97778 .97831 .97882 .97932 .97982 .98030 .98077 .98124 .98169
2.1 .98214 .98257 .98300 .98341 .98382 .98422 .98461 .98500 .98537 .98574
2.2 .98610 .98645 .98679 .98713 .98745 .98778 .98809 .98840 .98870 .98899
2.3 .98928 .98956 .98983 .99010 .99036 .99061 .99086 .99111 .99134 .99158
2.4 .99180 .99202 .99224 .99245 .99266 .99286 .99305 .99324 .99343 .99361
2.5 .99379 .99396 .99413 .99430 .99446 .99461 .99477 .99492 .99506 .99520
2.6 .99534 .99547 .99560 .99573 .99585 .99598 .99609 .99621 .99632 .99643
2.7 .99653 .99664 .99674 .99683 .99693 .99702 .99711 .99720 .99728 .99736
2.8 .99744 .99752 .99760 .99767 .99774 .99781 .99788 .99795 .99801 .99807
2.9 .99813 .99819 .99825 .99831 .99836 .99841 .99846 .99851 .99856 .99861
3.0 .99865 .99869 .99874 .99878 .99882 .99886 .99889 .99893 .99896 .99900
3.1 .99903 .99906 .99910 .99913 .99916 .99918 .99921 .99924 .99926 .99929
3.2 .99931 .99934 .99936 .99938 .99940 .99942 .99944 .99946 .99948 .99950
3.3 .99952 .99953 .99955 .99957 .99958 .99960 .99961 .99962 .99964 .99965
3.4 .99966 .99968 .99969 .99970 .99971 .99972 .99973 .99974 .99975 .99976
3.5 .99977 .99978 .99978 .99979 .99980 .99981 .99981 .99982 .99983 .99983
3.6 .99984 .99985 .99985 .99986 .99986 .99987 .99987 .99988 .99988 .99989
3.7 .99989 .99990 .99990 .99990 .99991 .99991 .99992 .99992 .99992 .99992
3.8 .99993 .99993 .99993 .99994 .99994 .99994 .99994 .99995 .99995 .99995
3.9 .99995 .99995 .99996 .99996 .99996 .99996 .99996 .99996 .99997 .99997
7